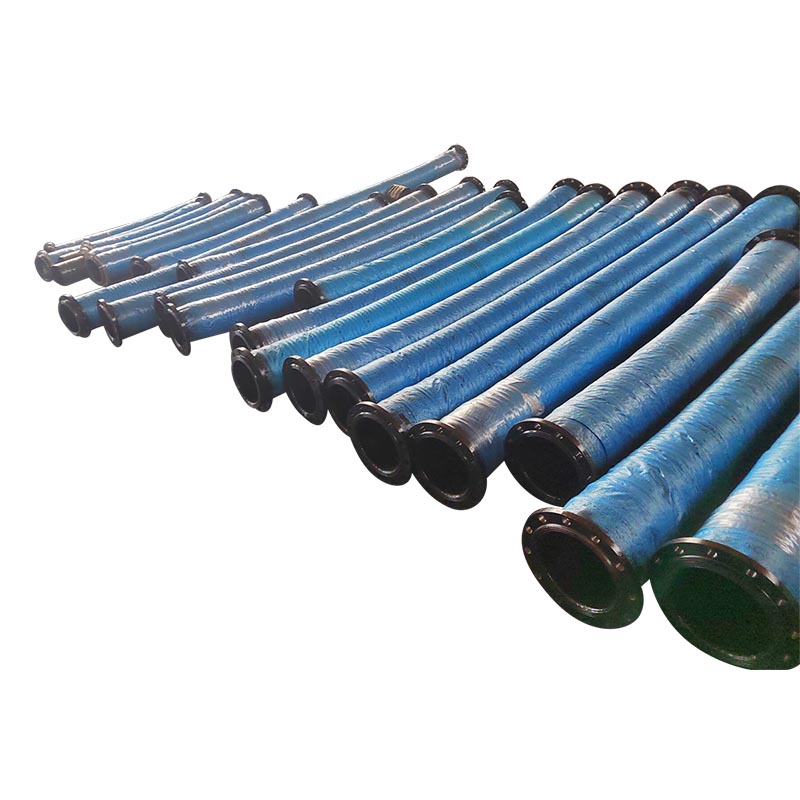
Резиновый шланг высокого давления
В 21 веке стратегия развития Китайской национальной оффшорной нефтяной корпорации предлагает сосредоточиться на разработке морских и мелководных нефтяных месторождений. Поэтому нефтяная промышленность требует использования неглубоких нефтепроводов в дополнение к буровым и вибропроводам. Мелководные подводные нефтепроводы производятся внутри страны, но плавучие или полуплавучие нефтепроводы и глубоководные подводные нефтепроводы по-прежнему зависят от импорта. С реализацией стратегии развития Китайской национальной оффшорной нефтяной корпорации требования к эксплуатационным характеристикам насосно-компрессорных труб будут продолжать улучшаться.
Производственный процесс
1. Используйте миксер, чтобы смешать клей внутреннего слоя, клей среднего слоя и клей внешнего слоя в соответствии с формулой; Используйте экструдер, чтобы выдавить внутренний слой нефтяной трубы и намотать его на мягкую или твердую сердцевину, покрытую антиадгезивом (метод замораживания жидким азотом также можно использовать без сердцевины трубы).
2. Каландр прессует средний слой клея в тонкие листы, добавляет изолирующий агент в рулон и разрезает их на заданную ширину в соответствии с технологическими требованиями.
3. Намотать или сплести масляную трубу внутреннего слоя, содержащую сердечник трубы, на намоточный станок или ткацкий станок с помощью стальной проволоки с медным покрытием или стального троса с медным покрытием. В то же время синхронно намотайте средний слой клейкой пленки между каждыми двумя слоями стальной проволоки с медным покрытием или стального троса с медным покрытием в намоточной машине или ткацком станке и свяжите начало и конец намотки стальной проволоки (некоторые ранние намоточные машины требуют предварительного напряжения и формовки стальной проволоки с медным покрытием).
4. Снова оберните экструдер внешним слоем клея, а затем оберните его свинцовым или тканевым защитным слоем для вулканизации.
5. Осернение в ванне для вулканизации или в соляной ванне.
6. Наконец, удалите слой защиты от вулканизации, извлеките сердцевину трубы, запрессуйте верхнее соединение трубы и проведите отбор проб и проверку давления.
Одним словом, производство нефтепроводов высокого давления включает в себя широкий спектр оборудования, различные виды сырья и сложные производственные процессы. Однако в последние годы процесс производства гидравлических масляных труб, в основном изготовленных из пластика или термопластичных эластомеров, может быть соответствующим образом упрощен, но цена сырья высока, а каучук по-прежнему остается основным сырьем.
анализ неисправностей
1. Отказ наружного клеевого слоя:
(1) Трещины появляются на поверхности шланга
Основная причина появления трещин на шланге в том, что шланг перегибается в холодной среде.
(2) Пузыри появляются на внешней поверхности шланга
Причина образования пузырей на наружной поверхности шланга связана с некачественным изготовлением или неправильным использованием в процессе эксплуатации.
(3) Шланг не поврежден, но имеется большая утечка масла.
В шланге обнаружена большая утечка масла, но разрыва не обнаружено. Причина в том, что когда поток жидкости под высоким давлением проходил через шланг, внутренняя резина разрушалась и царапалась, пока не вытекла большая площадь слоя стальной проволоки, что привело к большой утечке масла.
(4) Внешний клеевой слой рукава сильно изнашивается, на его поверхности появляются микротрещины, что является проявлением естественного старения рукава. Из-за старения и износа внешний слой непрерывно окисляется, покрывая его поверхность слоем озона, который со временем утолщается. Пока шланг слегка согнут во время использования, могут возникнуть небольшие трещины. В этом случае шланг следует заменить.
2. Отказ внутреннего клеевого слоя:
(1) Резиновый слой внутри шланга твердый и имеет трещины: основная причина в том, что добавление пластификаторов в резиновые изделия делает шланг гибким и пластичным. Но если шланг перегревается, это может привести к переливу пластификатора.
(2) Резиновый слой внутри шланга сильно изношен и значительно набух: Резиновый слой внутри шланга сильно изношен и значительно набух из-за несовместимости между резиновым материалом внутри шланга и маслом, используемым в гидравлической системе, и шланг портится из-за химического воздействия.
3. Дефекты, проявляющиеся в армирующем слое:
(1) Шланг был разорван, а плетеная стальная проволока рядом с разрывом заржавела. После снятия наружного клеевого слоя для осмотра было обнаружено, что плетеная стальная проволока возле места разрыва заржавела. В основном это связано с воздействием на этот слой влаги или агрессивных веществ, которые ослабляют прочность шланга и приводят к разрыву шланга под высоким давлением.
(2) Армирующий слой шланга не заржавел, но в армирующем слое есть неравномерный обрыв проволоки.
Шланг порвался, ржавчины на армирующем слое после отслоения внешнего клеевого слоя обнаружено не было. Однако по длине армирующего слоя происходил неравномерный обрыв проволоки, в основном из-за воздействия высокочастотной ударной силы на шланг.
4. Дефекты, проявляющиеся при вскрытии разрыва:
(1) Одна или несколько частей шланга сломаны, с аккуратными трещинами, а остальные части в хорошем состоянии.
Основная причина этого явления заключается в том, что давление в системе слишком высокое, превышающее сопротивление шланга давлению.
(2) Кручение происходит в месте разрыва шланга
Причина этого явления в том, что шланг подвергается чрезмерному скручиванию во время установки или использования.
5. Таким образом, на основании приведенного выше анализа следует принять следующие меры предосторожности при использовании гидравлических шлангов в будущем:
(1) Расположение шлангов должно максимально избегать источников тепла и находиться вдали от выхлопной трубы двигателя. При необходимости можно использовать такие устройства, как рукава или защитные экраны, чтобы предотвратить повреждение шланга из-за нагревания.
(2) В местах, где шланги должны пересекаться или могут тереться о механические поверхности во время работы, следует использовать защитные устройства, такие как хомуты или пружины, чтобы предотвратить повреждение внешнего слоя шланга.
(3) Когда шланг необходимо согнуть, радиус изгиба не должен быть слишком маленьким и должен превышать наружный диаметр более чем в 9 раз. В месте соединения резинового шланга с муфтой должен быть прямой участок, превышающий наружный диаметр трубы более чем в два раза.
(4) При установке шланга следует избегать его натяжения. Даже если между двумя концами шланга нет относительного движения, он должен оставаться свободным. Натянутый шланг расширится под давлением и уменьшит свою прочность.
(5) Не перекручивайте шланги во время установки. Небольшое скручивание шланга может уменьшить его прочность и ослабить соединение. Во время сборки соединение должно быть затянуто на шланге вместо соединения.
(6) Если шланг установлен на ключевых компонентах, рекомендуется проводить регулярные проверки или замены.
Шланг высокого давления в основном используется для гидравлической поддержки шахт и эксплуатации нефтяных месторождений и подходит для транспортировки жидкостей на нефтяной основе (таких как минеральное масло, растворимое масло, гидравлическое масло, мазут, смазочное масло), жидкостей на водной основе (таких как эмульсия, Водомасляная эмульсия, вода) Транспортировка газа и жидкости.